Industrial Design
In general, the design process can be divided into two separate parts, industrial design and detail design.
Industrial Design:
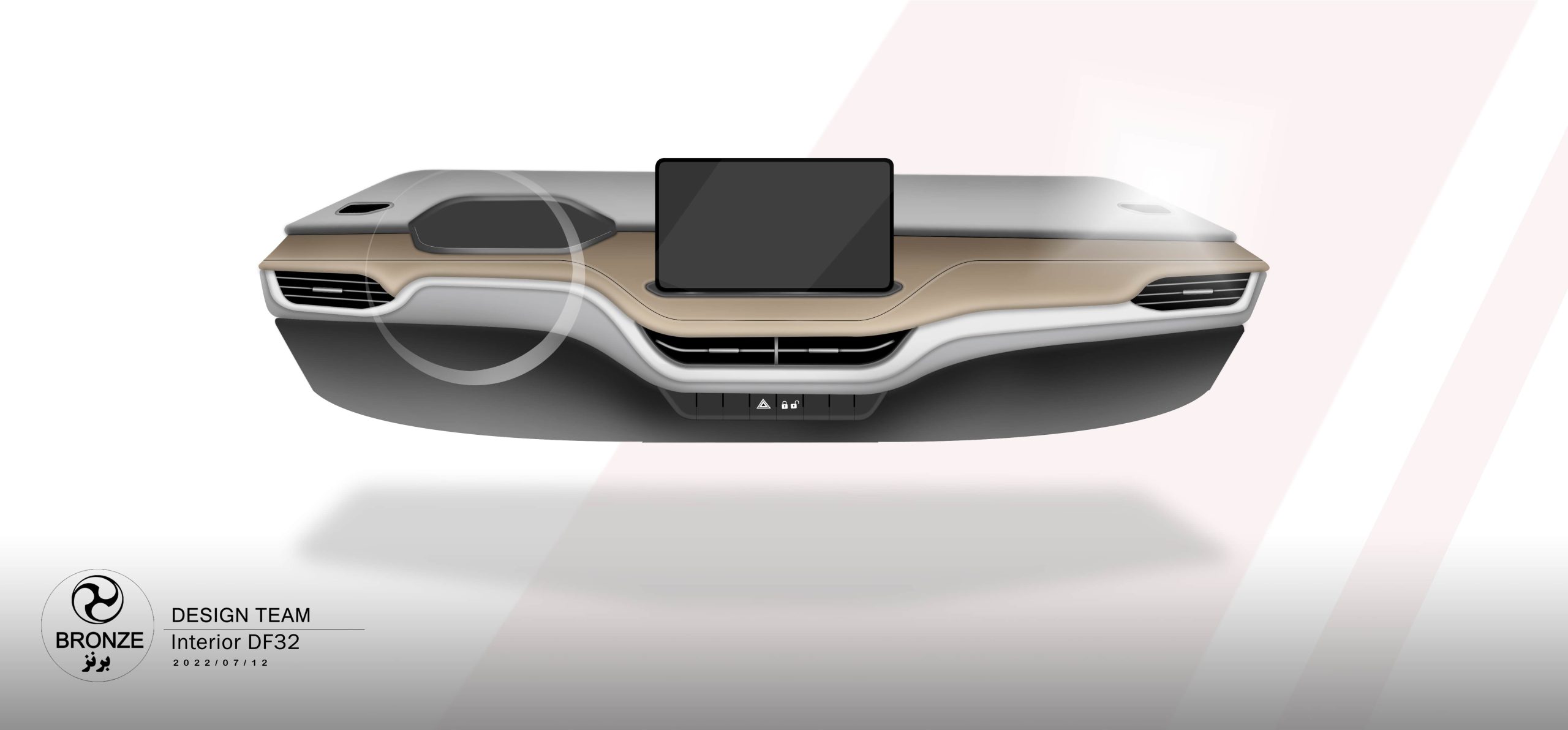
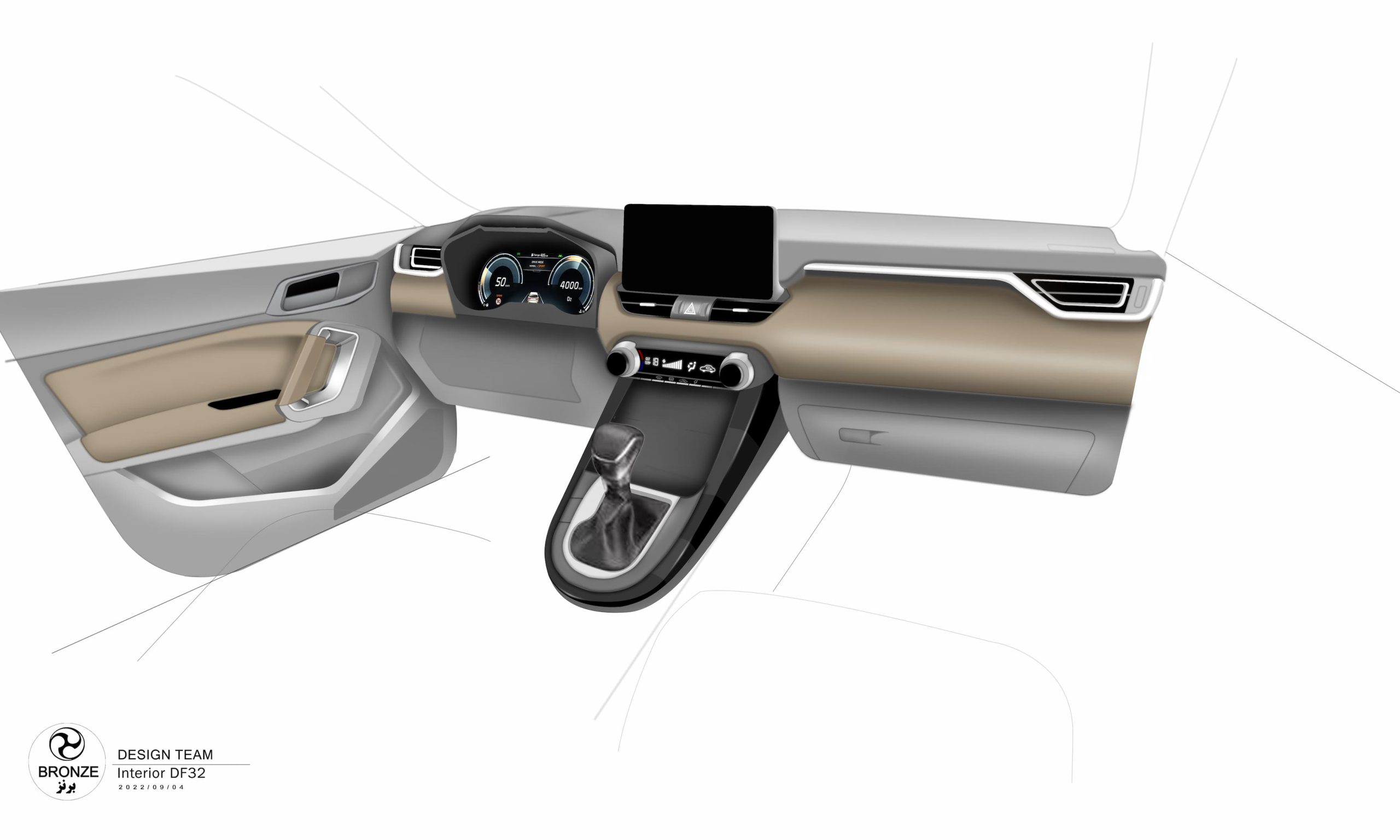
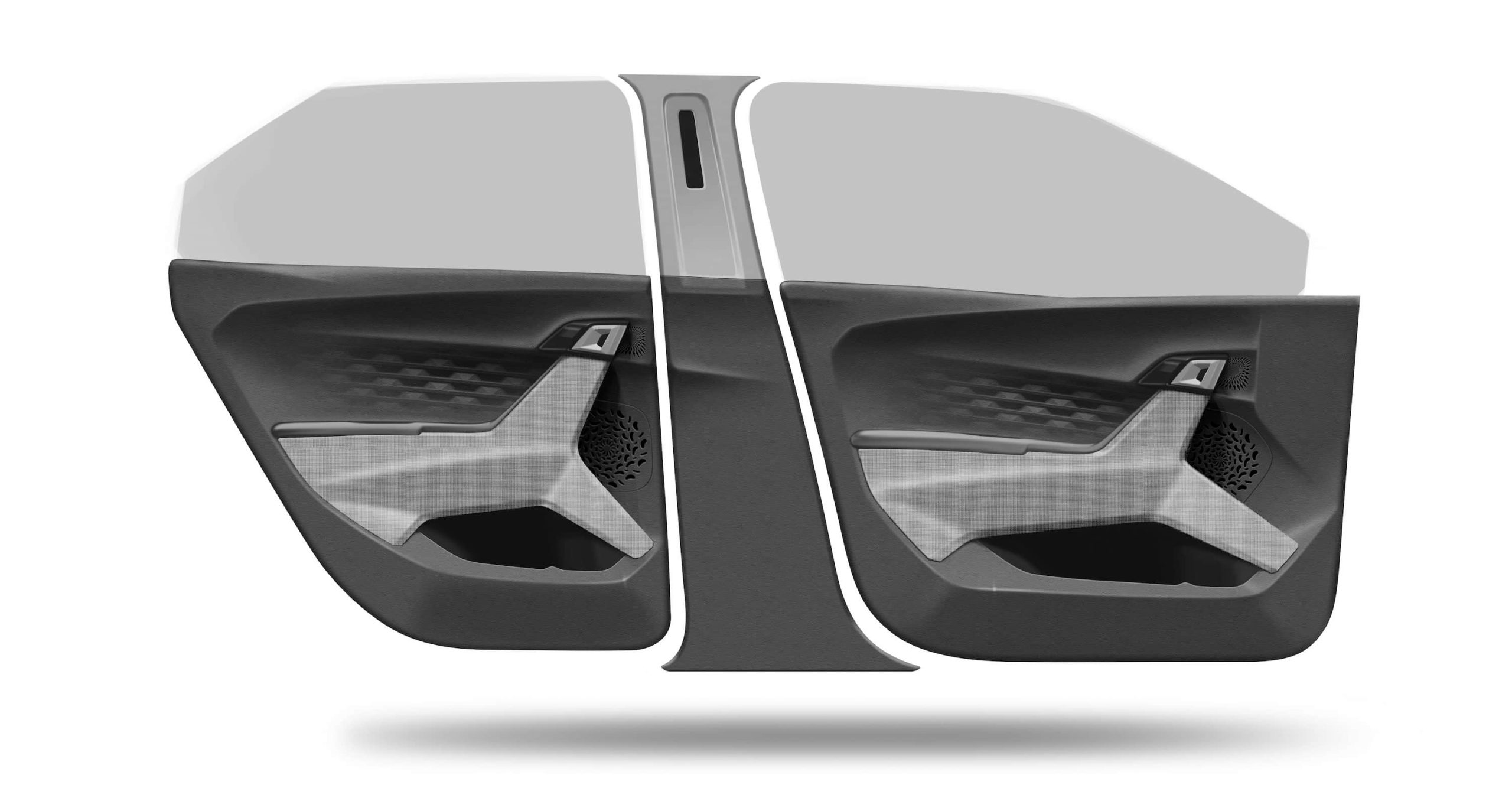
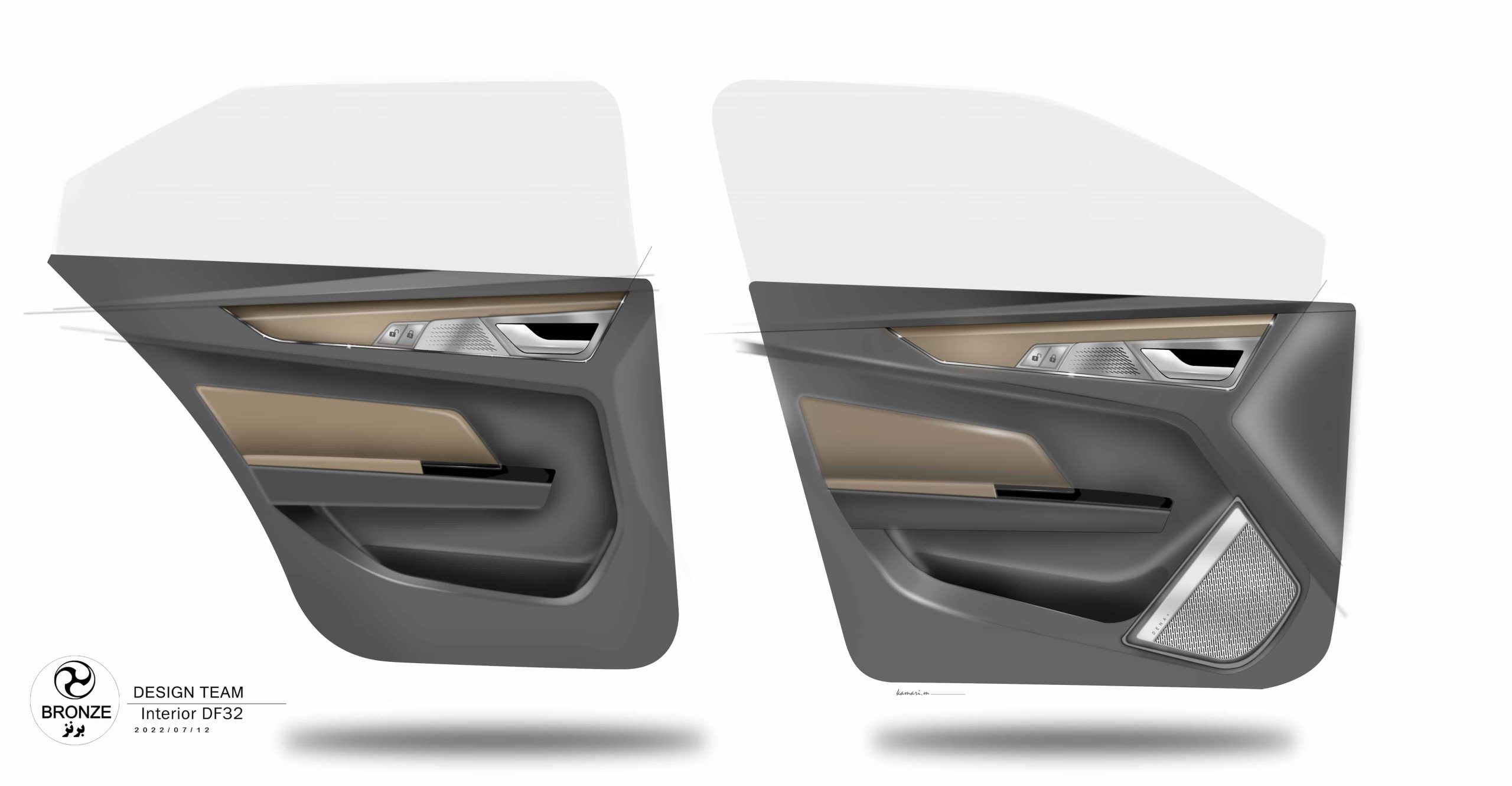
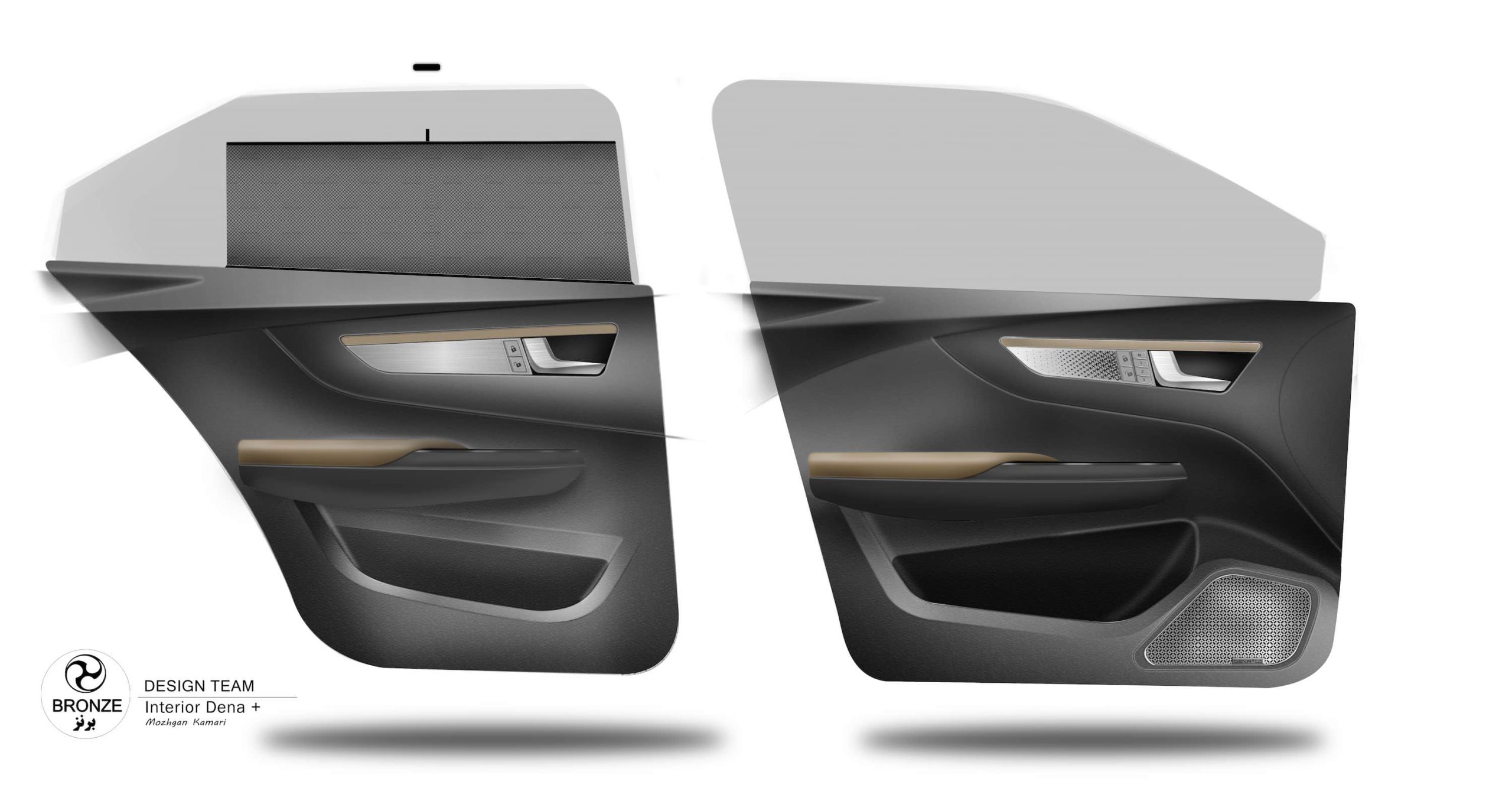
The design process is no longer limited to beauty, but the real challenge is to create a design that has functionality with a specific geometry and ergonomic principles. In the Bronze Industrial Group, the design process is a combination of beauty, ergonomics, technology, economic components and local culture. In order to consider the customer’s needs, we will be by their side from the initial stages of the formation of the concept of the design (Concept Phase), this process started with the research and analysis of the requested design and with the manual sketch design from the initial designs, the production of the three-dimensional concept with The use of CAD and the production of the prototype continues to revise the design, following such a method will create a design that can be produced.




Bronze capabilities



The daily production of 75 to 80 thousand parts in the bronze company is due to the efforts of 1000 skilled and creative workers and the simultaneous use of plastic injection technologies, extrusion, composite, thermoforming, covering, flake, wicking, various types of welding of polymer parts including vibration, ultrasonic, thermal and the use of various systems. Robotic and continuous assembly lines of parts.
A wide range of car interior decoration parts such as dashboard sets, various types of door sills, rear sills, workbench column frames, roof and middle console, air vents, as well as car mechanism parts such as sets of locks and handles for internal and external door openers, as well as parts Engine polymer, including all types of air manifolds, is produced in Bronze.
Wood-plastic composite sheets are exclusively produced in Bronze Company, which is localized for the first time in the Middle East by this company and covers the domestic needs of the country. The foreign exchange savings of this important amount to 5 million dollars annually.
200 to 600 ton thermoforming press machines have enabled the production of parts with this technology in Bronze Company.
The plastic injection machines of Burns company are mainly from reputable European brands (Engle, Cross Ma Fi, Italtech) in tonnages of 500, 800, 1000, 1350, 1600, 2000, 2300 and 2700 tons, which has caused all kinds of injection parts with raw materials from Engineering polymers and polymer alloys with wide surfaces and weighing up to 12 kg are uniformly produced and sent. Currently, 14 heavy and extra heavy plastic injection machines are being used in the company.
This company designs a new generation of car cable locks and produces them using the first fully automatic assembly lines.
Technology
Existing technologies
injection molding
By having a wide range of light and heavy injection machines, the Bronze Industrial Group is able to produce all kinds of products. It should be noted that the group’s injection machines are from the best brands in the world, such as Krauss Maffei, Engel and Ital-Tech, and their quality is continuously improved by using It is monitored by control systems.


Plastic welding technologies
2.1 Ultrasonic Welding In the automotive industry, ultrasonic welding is commonly used on a large scale. For example, plastic parts, doors, engine components, instrument panels, etc. are usually assembled using ultrasonic welding. Many electrical components used in automobiles, such as engine components, are also commonly manufactured using this technique. Currently, in the Bronze Industrial Group, ultrasonic welding is used in the dashboard production line, and this device has the ability to adapt to all kinds of products.
Vibration Welding
linear vibration welding, one of the two surfaces is moved in a horizontal direction and under pressure continuously and in a specific range, and in this case, the two surfaces are melted and sink into each other through friction. Compared to ultrasonic welding machines, vibration welding machines usually operate at lower frequencies. In the air-Manifold production line of Bronze Industrial Group, vibration welding is used, and these devices are from various reliable brands such as Cemas and Telsonic.


Hot-plate welding
In the hot plate welding process, two plastic components are connected to each other using a hot plate, in this case, the connection is molecular and permanent; In this case, the strength at the welded point is the same as the strength of any other point of the product. The infrastructure of this type of welding is available in the bronze industrial group and it can be used if a product needs this process.
High Frequency Welding
frequency welding or radio frequency welding or dielectric welding is a method in which high frequencies (13-100 Hz) are used, in this method electromagnetic energy produces heat in polar materials; The result of which is the melting of the raw material and their welding together after cooling. In the production line of Bronze Industrial Group, high frequency welding devices are used, and as a result, it will be possible to use this method in new products.


Weakening by Milling method
The Weakening by Milling method is one of the methods of cutting and weakening the surface of plastics, which is usually used to create an Air-bag line on the dashboard. This technology is used to develop and build new generation dashboards, Burns Industrial Group also used this technology for the first time to develop Jack J4 dashboard and is ready to provide services in this field.
Wood-Plastic Composites (Wood-Stock)
Wood-plastic composite, as its name implies, is a combination of plastics and wood, this raw material has the advantages of plastics and wood together. Being renewable, cheap, light, non-abrasive and biodegradable are among the capabilities of wood; On the other hand, plastics make the composite resistant to moisture and decay. For the first time in 1983, American Wood Stock, now a part of Leer, began producing car interior panels using wood-plastic materials and the injection molding process. Bronze Industrial Group, with about 2 decades of experience in the field of wood-plastic panel production, is one of the pioneers of using this technology in the industry of decorative parts inside the car, the use of these raw materials reduces the weight of the parts, and on the other hand, it is friendly to the environment.


Surface Decoration
Flaking is a process in which a large number of fibers, with small dimensions, are sprayed on the bonded surface and create a velvety surface. Usually, in the decorative parts industry, the frame of the pillars, the middle console compartment or the dashboard box are sprayed. By possessing the Flak line, Bronze Industrial Group has the possibility to produce products with flat or concave surface and has set the agenda to create the necessary infrastructure for the development of this technology.
Decorative Hot Stamping
Hot stamping technology is a type of printing method in which metal foil is transferred on the surface of plastics using pressure and temperature. Foil can be shiny or matte, silver or gold and any other color. Pressing and heating operations are performed by Hot-stamp device. By having the Hot-Stamp machine, the Bronze Industrial Group has the possibility to use this technology in its products.


Soft touch paints
Soft touch colors are a group of primary materials that even applying a small amount of them on the surface of the plastic – about 45 micrometers – creates a silky feeling on the surface of the part that can be felt by touching it. Bronze Industrial Group has used this technology for the first time in the Pars Option dashboard and it has the possibility of using this technology in its other products as well.
Thermoforming technology
In the thermoforming process, a plastic sheet is heated and takes the shape of the surface using vacuum or air pressure. This plastic sheet is heated until it reaches the glass transition temperature if the polymer is amorphous, and if it is semi-crystalline, until it reaches the temperature of the glass transition. Melting is heated, although this process is mostly used for amorphous materials. Near the mentioned temperatures, polymer materials are sufficiently malleable, and on the other hand, they have enough strength to be able to be shaped. In the Bronze Industrial Group, this technology is used in the production of back niches and Rhodri medallions.

Customers













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}