طراحی صنعتی

بطور کلی فرآیند طراحی را می توان به دو بخش مجزا تقسیم بندی کرد، طراحی صنعتی (Industrial Design) و طراحی تفضیلی (Detail Design)
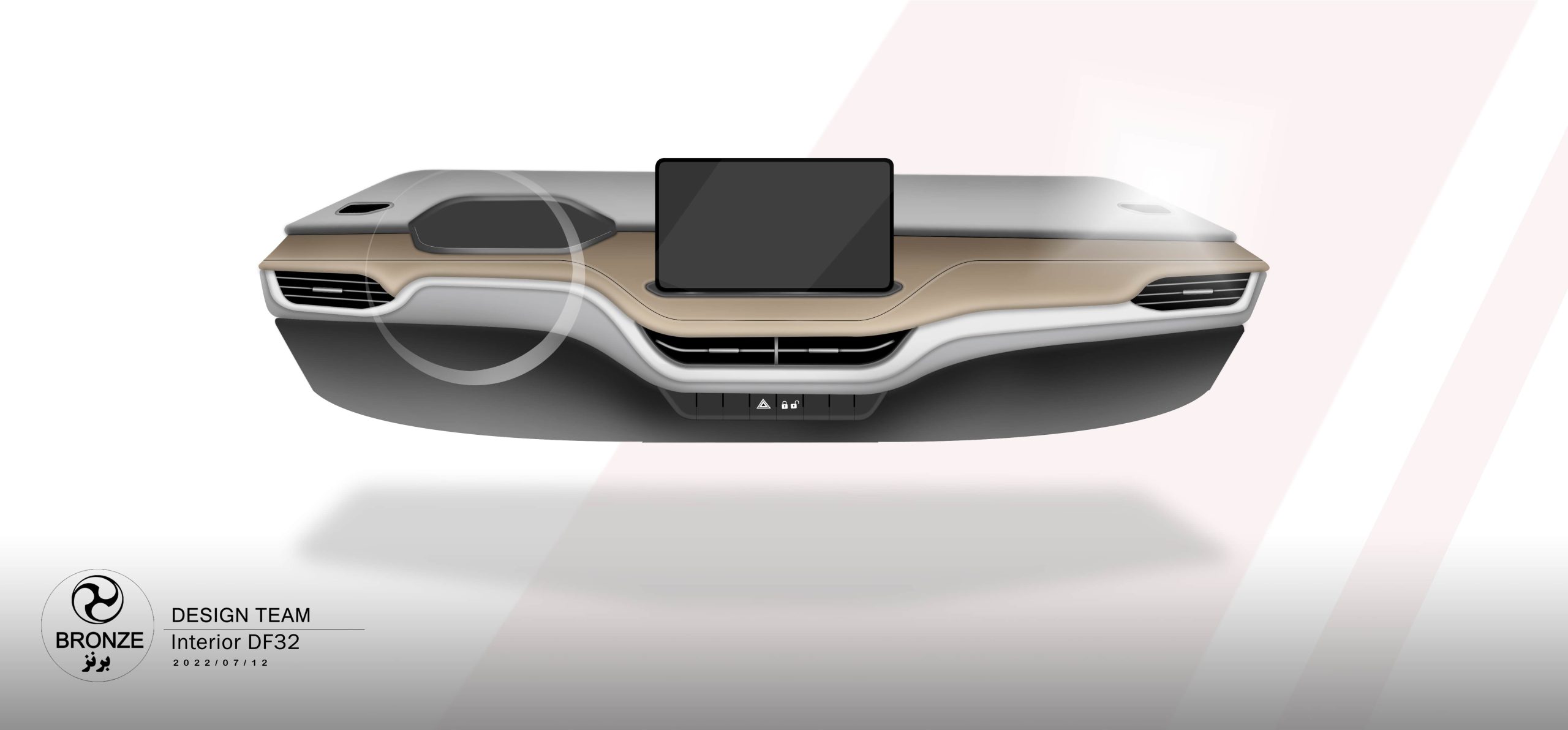
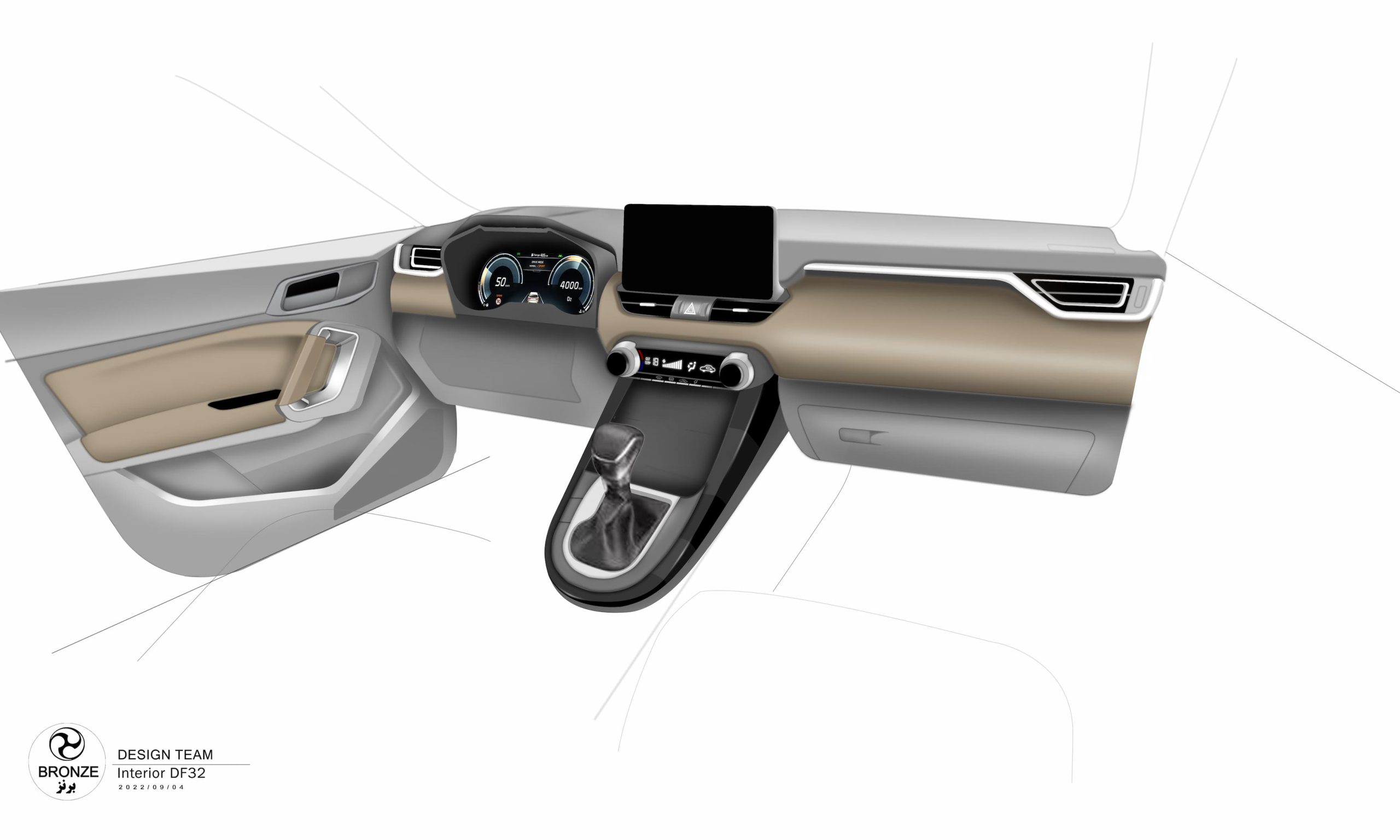
طراحی صنعتی:
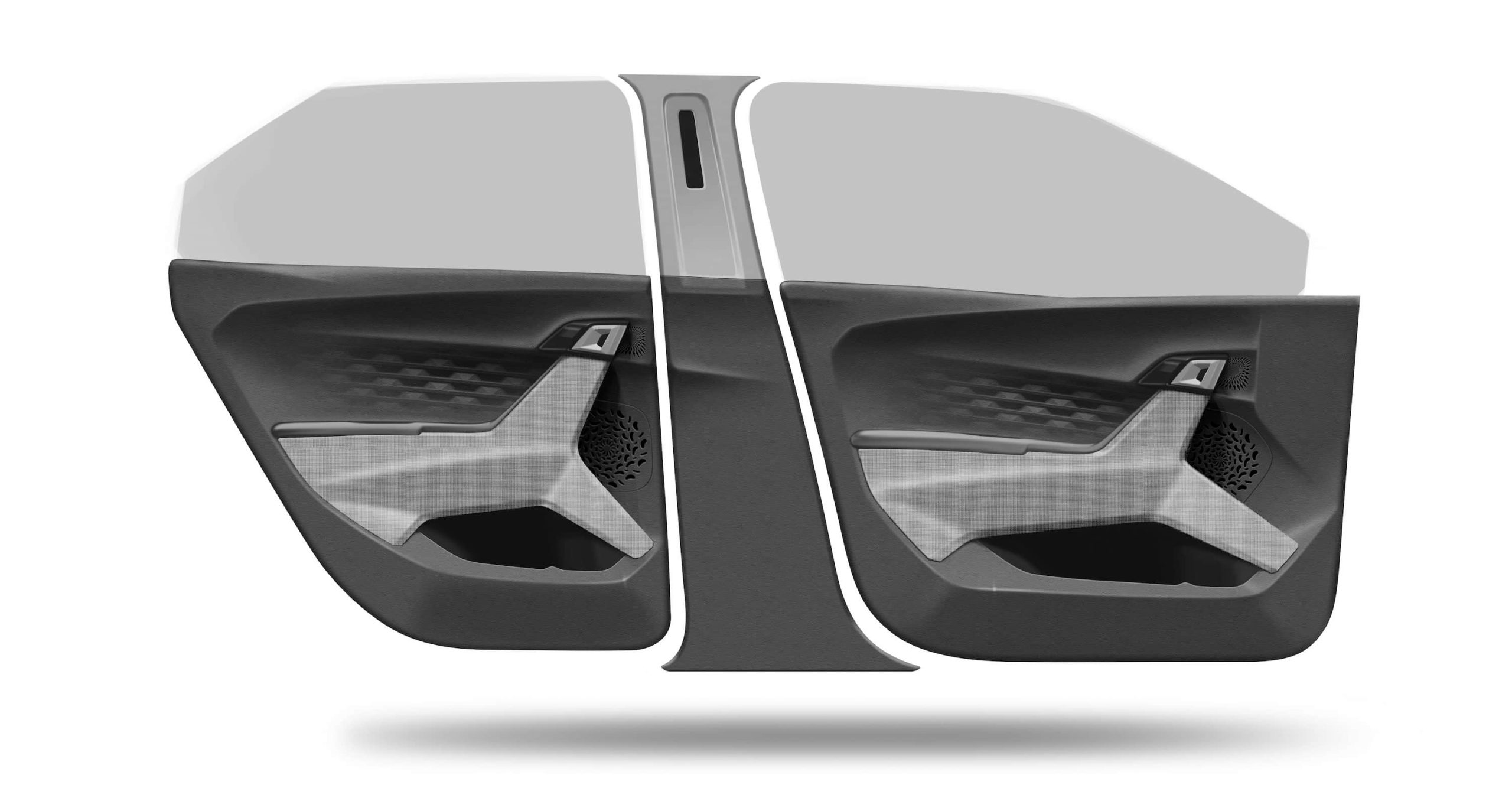
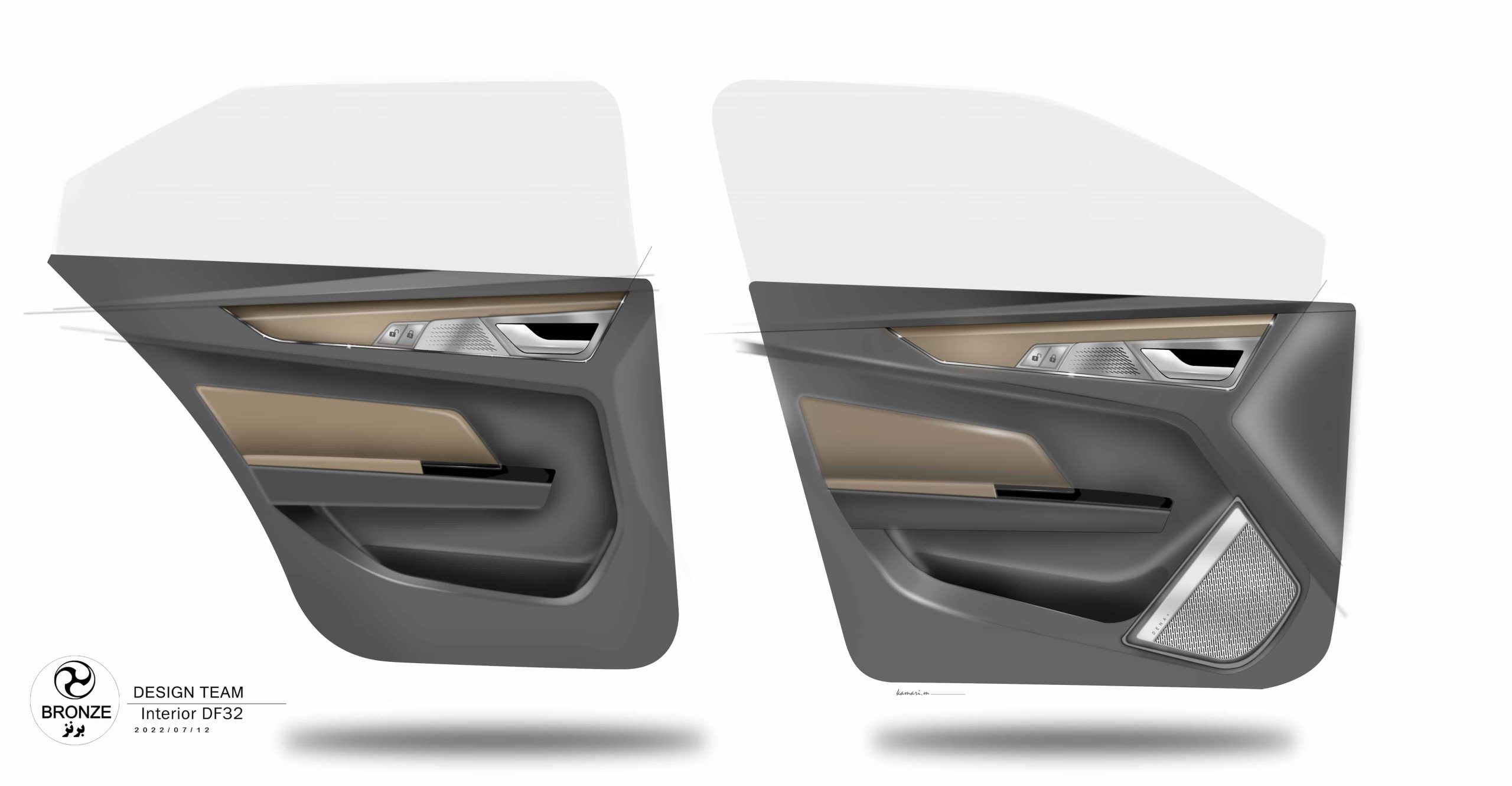
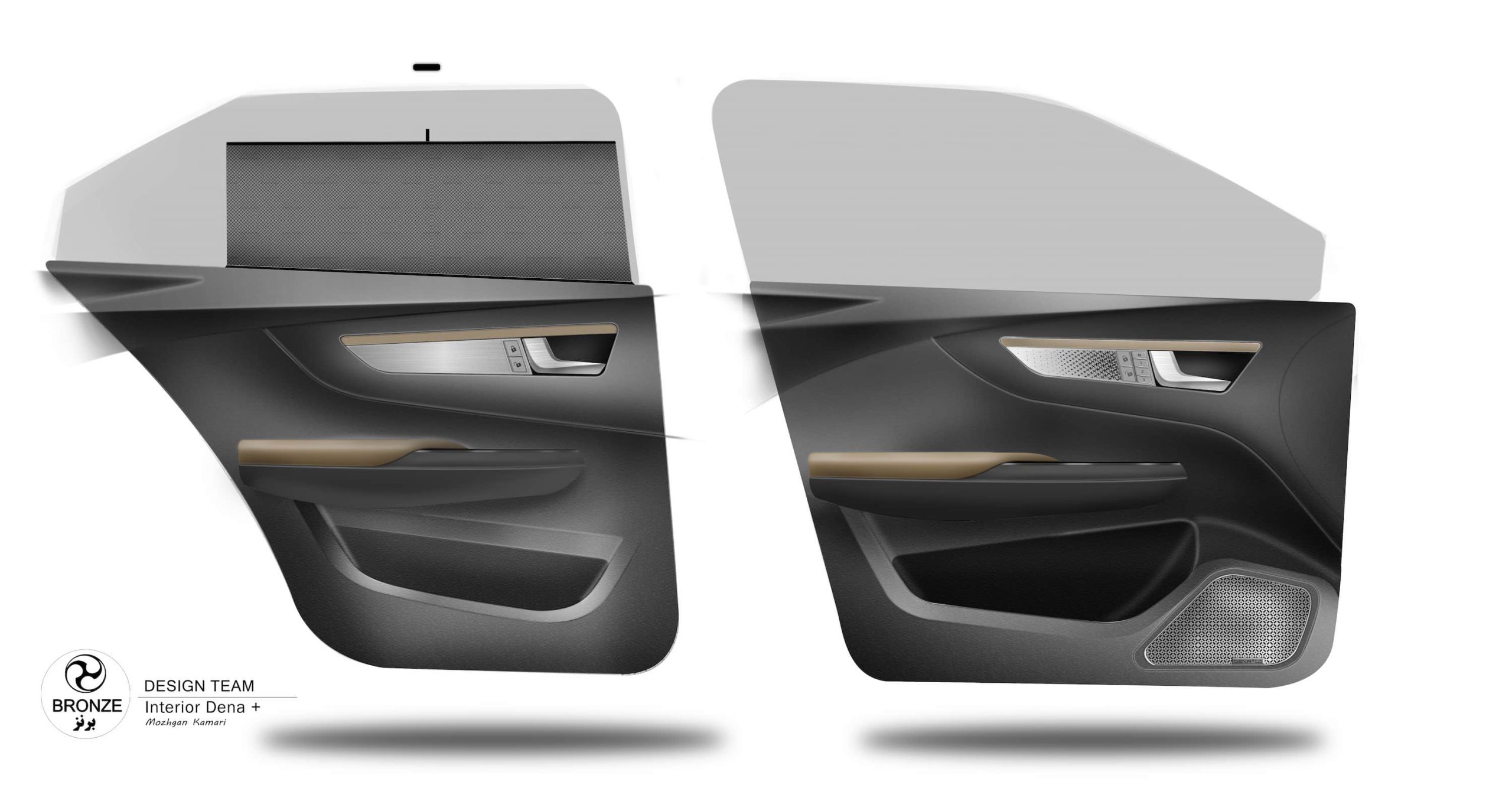
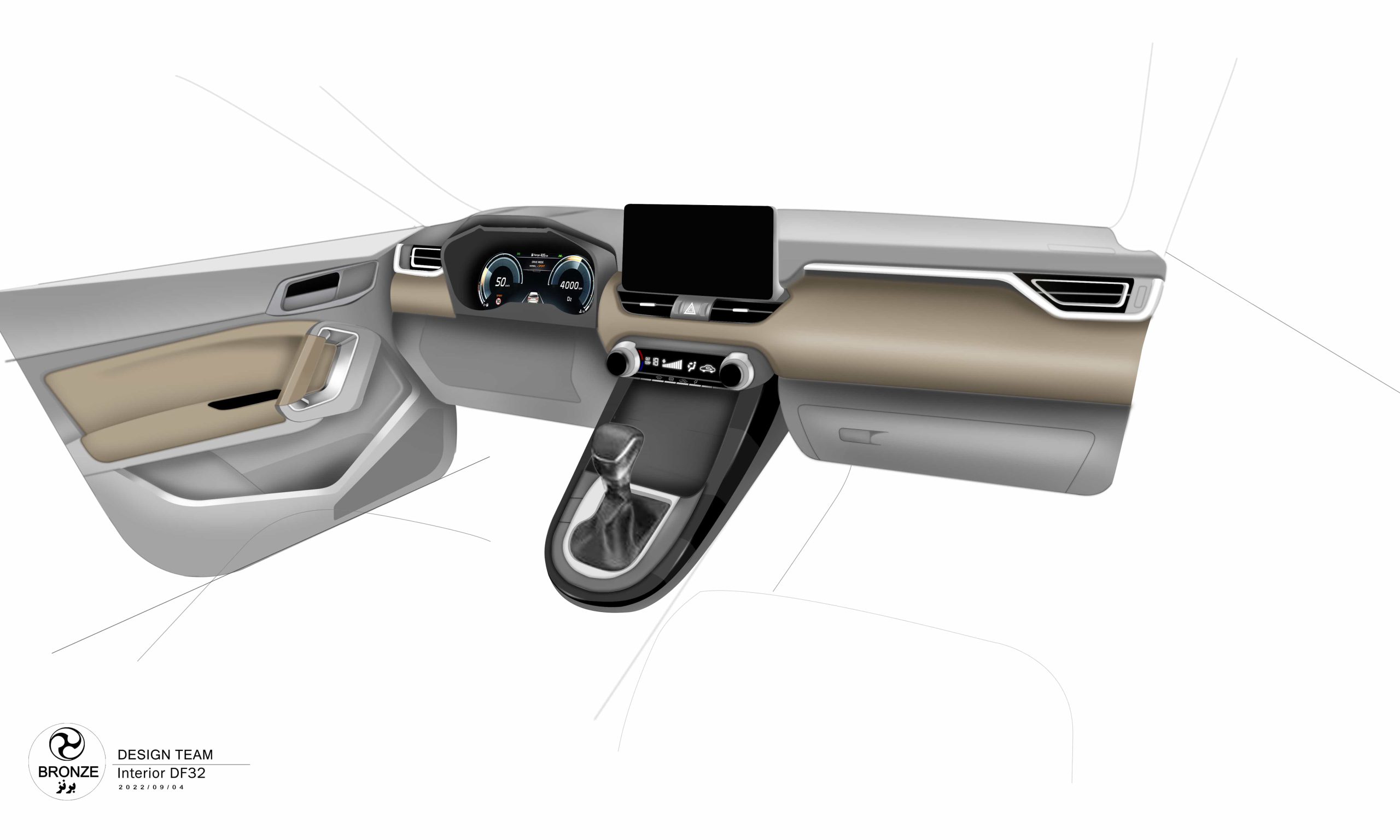
فرآیند طراحی دیگر صرفا به زیبایی محدود نمی شود، بلکه چالش واقعی خلق طرحی است که با یک هندسه خاص دارای عملکرد بوده و اصول ارگونومی در مورد آن رعایت شده باشد. در گروه صنعتی برنز فرآیند طراحی ترکیبی از زیبایی، ارگونومی، تکنولوژی، مولفه های اقتصادی و فرهنگ بومی است. به منظور در نظر گرفتن نیازهای مشتری ما از مراحل ابتدایی شکل گیری مفهوم طرح (Concept Phase) در کنار آنان خواهیم بود، این فرآیند با تحقیق و تحلیل طرح درخواستی آغاز گردیده و با طرح Sketch دستی از طرح های ابتدایی، تولید مفهوم سه بعدی با استفاده از CAD و تولید نمونه اولیه به منظور بازنگری در طرح ادامه مییابد، پیگیری چنین روشی سبب خلق طرحی می گردد که قابلیت تولید داشته باشد.




طراحی تفضیلی:
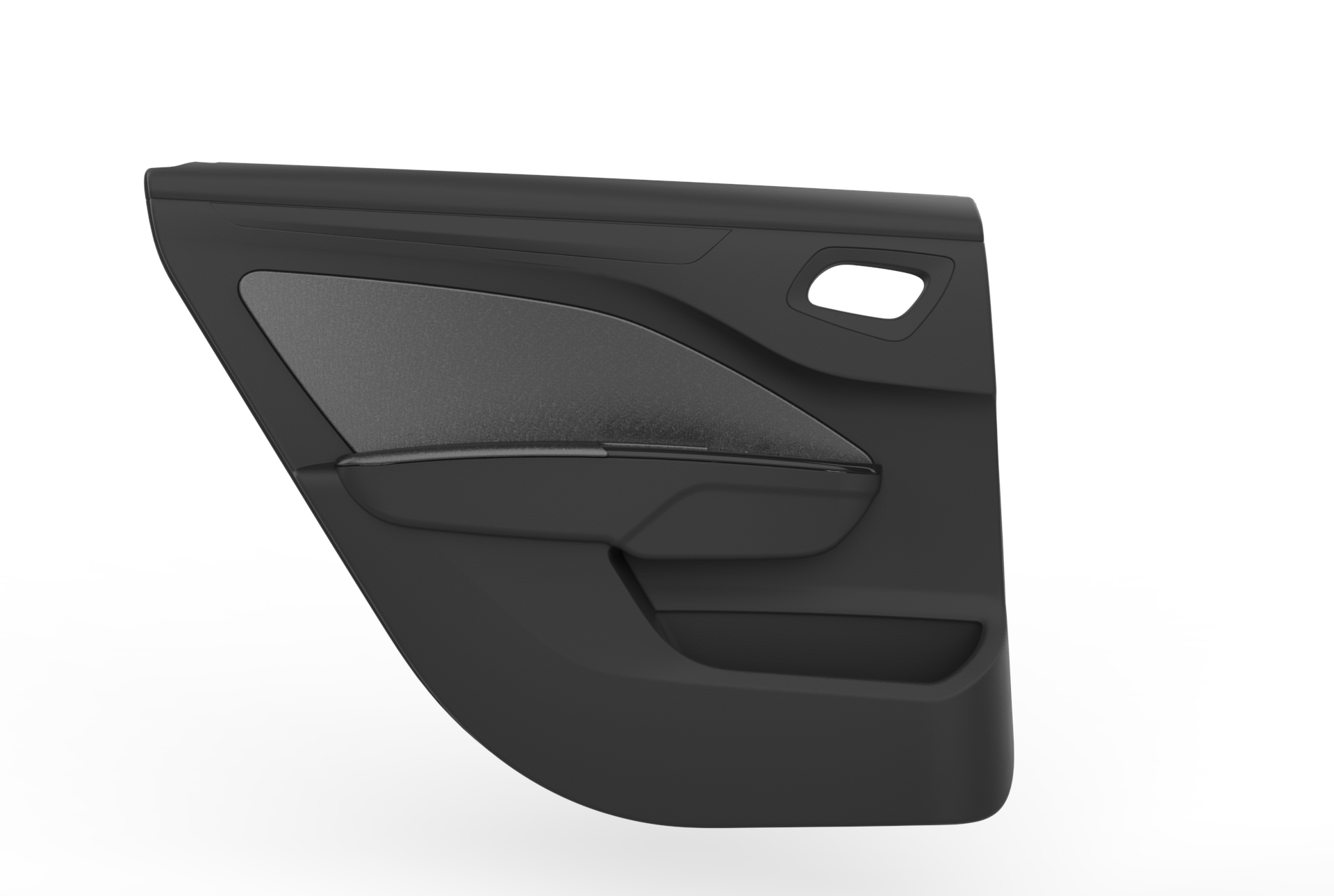
در طراحی تفضیلی ابعاد، تلورانس ها و اطلاعات مواد اولیه بمنظور توصیف کامل و دقیق قطعه طراحی شده بمنظور آماده سازی طرح برای ساخت فراهم می شود. ضمن فرآیند طراحی تفضیلی
طرح مدل سه بعدی (3D Modeling)
نقشه های دو بعدی
نتایج تحلیل مهندسی (CAE)
نمودار تصویری طرح مونتاژ
لیست استانداردهای مرتبط با طرح
لیست مواد و قطعات
محصول تهیه می گردد. در گروه صنعتی برنز واحد طراحی با در اختیار داشتن طراحان مجرب این امکان را دارد تا در این زمینه به ارائه خدمات بپردازد. نرم افزارهایی که توسط تیم طراحی برنز استفاده می گردند عبارت هستند از:
CATIA
AUTO CAD
Alias
توانمندیهای برنز



تولید 75 تا 80 هزارقطعه روزانه درشرکت برنز مرهون تلاش 1000 نیروی ماهر و خلاق و بکارگیری همزمان تکنولوژی های تزریق پلاستیگ، اکسترودرکاپوزیت، فرمدهی ترموفرمینگ، کاورینگ، فلاک،ویکینینگ، انواع جوشکاریهای قطعات پلیمری شامل ویبریشن، آلتراسونیک، حرارتی و بکار گیری سیستم های متنوع خطوط مونتاژ رباتیک وپیوسته قطعات می باشد.
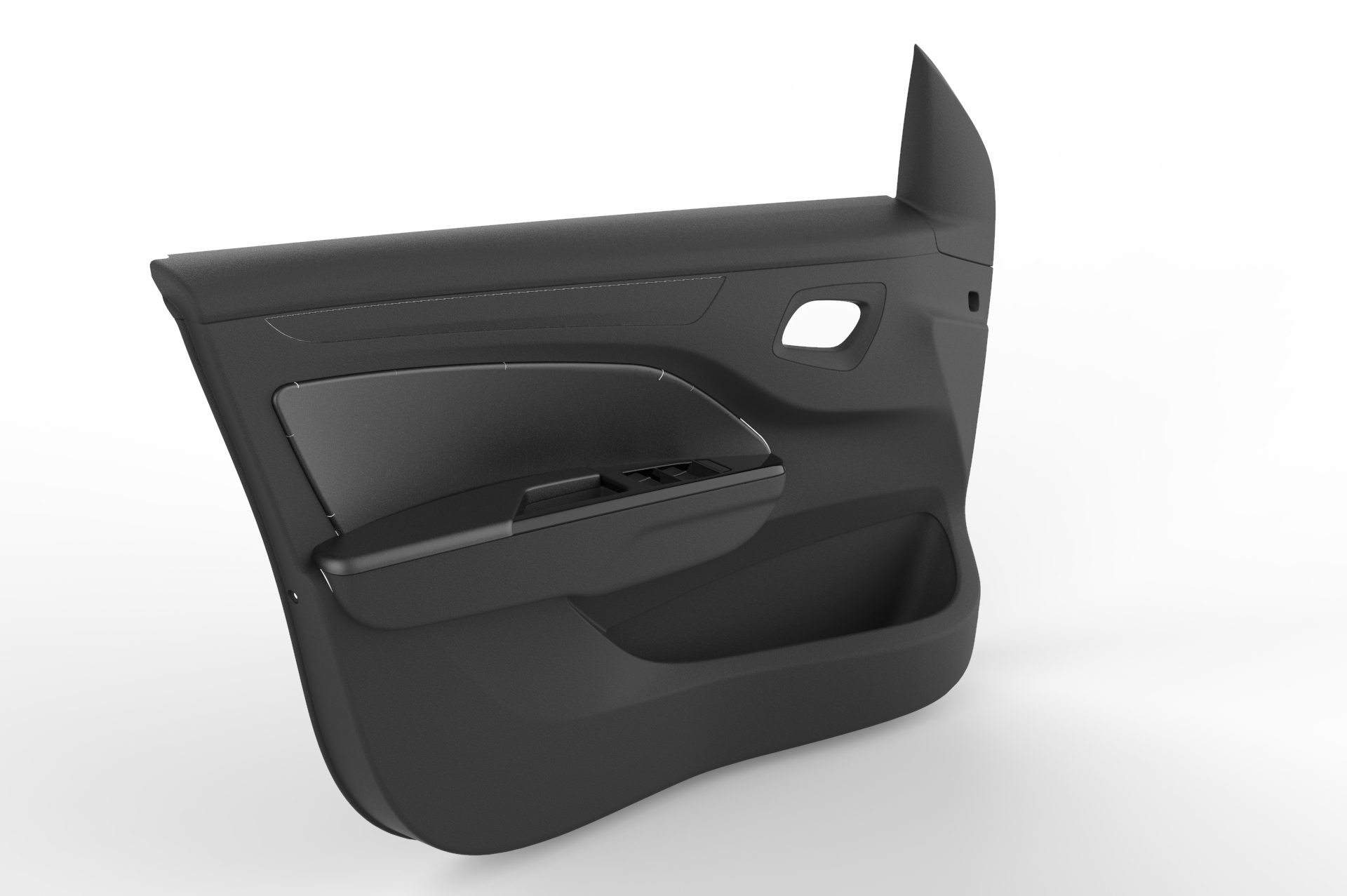
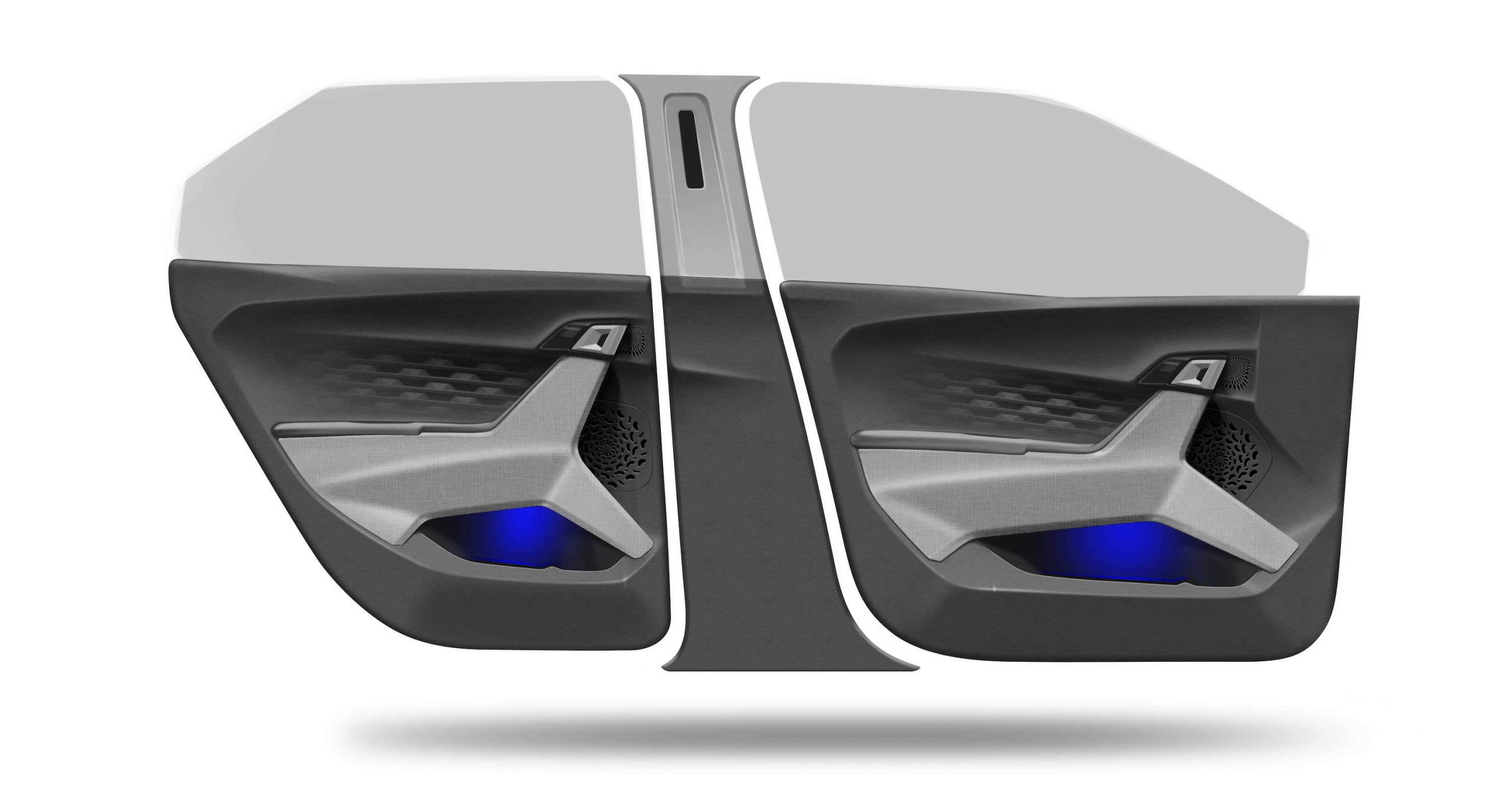
طیف وسیعی از قطعات تزیینات داخلی خودرو نظیر مجموعه داشبورد ، انواع رودری، طاقچه عقب، قاب های ستون ورکاب ، کنسول سقف و میانی ، دریچه های هوا ،همچنین قطعات مکانیزمی خودرو نظیر مجموعه قفل ها ودستگیره های درب باز کن داخلی و خارجی و نیز قطعات پلیمری موتور شامل انواع منیفولد هوا درشرکت برنز تولید می گردد.
ورق های کامپوزیتی چوب پلاستیک به صورت انحصاری در شرکت برنز تولید می شود که برای اولین بار در خاورمیانه توسط این شرکت بومی سازی شده و نیاز داخلی کشور را پوشش میدهد .صرفه جوئی ارزی این مهم بالغ بر 5 میلیون دلار سالانه می باشد.
ماشین های پرس 200 تا600 تن ترموفرمونیگ، تولید قطعات با این تکنولوژی را در شرکت برنز میسر نموده است .
ماشین های تزریق پلاستیک شرکت برنز عمدتا از برندهای معتبر اروپایی (انگل ، کراس ما فای، ایتال تک ) در تناژهای 500 ، 800 ، 1000 ، 1350، 1600، 2000، 2300 و 2700 تن موجب گردیده است که انواع قطعات تزریقی با مواد اولیه از پلیمرهای مهندسی و آلیاژهای پلیمری با سطوح گسترده و تا وزن 12 کیلوگرم به صورت یکنواخت تولید و ارسال گردد . در حال حاضر 14 ماشین تزریق پلاستیک سنگین و فوق سنگین در شرکت در حال بکارگیری است.
این شرکت نسل جدیدی از مجموعه قفل های کابلی خودرو را طراحی و با بکارگیری از اولین خطوط مونتاژ کاملا اتوماتیک تولید می نماید .
تکنولوژی
فناوریهای موجود
قالبگیری تزریقی (Injection Molding)
گروه صنعتی برنز با در اختیار داشتن طیف وسیعی از ماشینهای تزریق سبک و سنگین قابلیت تولید انواع محصولات را دارد، لازم به ذکر است که دستگاههای تزریق گروه از بهترین برندهای دنیا مانند Krauss Maffei, Engel و Ital-Tech و کیفیت آنها بطور مستمر با استفاده از سیستمهای کنترلی بر خط پایش میگردد.

فناوریهای جوش پلاستیک
2.1 جوش التراسونیک (Ultrasonic Welding) در صنعت خودروسازی، جوش اولتراسونیک معمولاً در مقیاس وسیع استفاده میشود. به عنوان مثال قطعات پلاستیکی، درها، اجزای موتور، پانلهای ابزار و … معمولاً با استفاده از جوشکاری فراصوت مونتاژ میشوند. بسیاری از قطعات الکتریکی بهکار رفته در خودرو مانند اجزای موتور نیز معمولاً با استفاده از این تکنیک ساخته میشوند. در حال حاضر در گروه صنعتی برنز از جوش التراسونیک در خط تولید داشبورد استفاده میگردد و این دستگاه قابلیت انطباق با انواع محصولات را دارد.جوش ویبره (Vibration Welding)
در جوش ویبره خطی یکی از دو سطح در راستای افقی و تحت فشار بطور مداوم و در یک دامنه مشخص حرکت داده میشود و در این صورت و از طریق اصطکاک دو سطح ذوب شده و درون یکدیگر فرو میروند. در مقایسه با دستگاههای جوش التراسونیک دستگاههای جوش ویبره معمولا در فرکانسهای پایین تری عمل میکنند. در خط تولید air-Manifold گروه صنعتی برنز از جوش ویبره استفاده میگردد که این دستگاهها از انواع برندهای معتبر همچون Cemas و Telsonic است.

جوش صفحه گرم (Hot-plate Welding)
در فرآیند جوش صفحه گرم دو جزء پلاستیکی با استفاده از یک صفحه گرم به یکدیگر متصل میشوند، در این حالت اتصال در حالت مولکولی و بصورت دائمی است؛ در این حالت استحکام در نقطه جوش داده شده مانند استحکام هر نقطهای دیگر از محصول است. زیرساختهای این نوع از جوش در گروه صنعتی برنز موجود است و در صورت نیاز محصولی به این فرآیند میتوان آن را بکار گرفت.جوش فرکانس بالا (High Frequency Welding)
جوش فرکانس بالا یا جوش فرکانس رادیویی یا جوش دای الکتریک روشی است که در آن از فرکانسهای بالا (13-100 Hz) استفاده میگردد، در این روش انرژی الکترومغناطیسی در مواد قطبی تولید حرارت میکند؛ که نتیجه آن ذوب ماده اولیه و جوش خوردن آنها در یکدیگر پس از سرد شدن است. در خط تولید گروه صنعتی برنز از دستگاههای جوش فرکانس بالا استفاده میگردد و در نتیجه آن امکان بکارگیری از این روش در محصولات جدید نیز وجود خواهد داشت.

روش Weakening by Milling
روش Weakening by Milling یکی از روشهای برش و ضعیفسازی سطح پلاستیکهاست، که بطور معمول به منظور ایجاد خط Air-bag روی داشبورد بکار میرود. بمنظور توسعه و ساخت داشبوردهای نسل جدید از این فناوری استفاده میگردد، گروه صنعتی برنز نیز نخستین بار به منظور توسعه داشبورد Jack J4 این فناوری را بکار گرفته و آمادگی ارائه خدمات در این زمینه را دارد.کامپوزیتهای چوب-پلاستیک (Wood-Stock)
کامپوزیت چوب-پلاستیک همانطور که از نام آن برمیآید، ترکیبی از پلاستیکها و چوب است، این ماده اولیه مزیتهای پلاستیکها و چوب را بصورت توامان دارد. تجدیدپذیر بودن، ارزان، سبک، غیرساینده بودن و زیست تخریبپذیر بودن از قابلیتهای چوب است؛ از سوی دیگر پلاستیکها سبب مقاومت کامپوزیت در برابر رطوبت و پوسیدگی میشود. اولین بار در سال 1983 شرکت American Wood Stock که در حال حاضر بخشی از شرکت Leer است تولید پنلهای داخلی اتومبیل را با استفاده از مواد چوب-پلاستیک و فرآیند قالبگیری تزریقی آغاز کرد. گروه صنعتی برنز با حدود 2 دهه سابقه در زمینه تولید پنلهای چوب پلاستیک از پیشگامان استفاده از این فناوری در صنعت قطعات تزیینی داخل خودرو است، استفاده از این مواد اولیه سبب کاهش وزن قطعات میشود و از سوی دیگر دوستدار محیط است.

Surface Decoration
مخملپاشی یا فلاکپاشی فرآیندی است که در آن تعداد بسیاری زیادی از الیاف، با ابعاد کوچک، روی سطح چسب خورده پاشش میشوند و در سطح حالت مخمل گون بوجود میآورند. بطور معمول در صنعت قطعات تزیینی، قاب ستونها، محفظه کنسول وسط و یا جعبه داشبورد فلاک پاشی میشوند. گروه صنعتی برنز با در اختیار داشتن خط فلاک امکان تولید محصولاتی که دارای سطح صاف و یا مقعر هستند را دارد و بوجود آوردن زیرساختهای لازم برای توسعه این فناوری را در دستور کار خود قرار داده است.Decorative Hot Stamping
فناوری Hot stamping از انواع روشهای پرینت است که در آن فویل فلزی با استفاده از فشار و دما بر روی سطح پلاستیکها منتقل میشود. فویل میتواند براق یا مات، نقرهای یا طلایی و به هر رنگ دیگری باشد. عملیات فشار و گرمادهی توسط دستگاه Hot-stamp انجام میشود. گروه صنعتی برنز با در اختیار داشتن دستگاه Hot-Stamp امکان بکارگیری این فناوری را در محصولات خود را دارد.

Soft touch paints
رنگهای Soft touch دستهای از مواد اولیه هستند که حتی اعمال مقدار اندکی از آنها در سطح پلاستیک –حدود 45 میکرومتر- سبب بوجود آمدن یک حالت ابریشمی روی سطح قطعه میشود که با لمس آن احساس میگردد. گروه صنعتی برنز برای نخستین بار در داشبورد پارس آپشن از این فناوری استفاده نموده است و امکان بکارگیری این فناوری را در سایر محصولات تولیدی خود را نیز دارد.فناوری Thermoforming
در فرآیند ترموفرمینگ یک ورق پلاستیکی گرم شده و با استفاده از خلاء یا فشار هوا شکل سطحی را به خود میگیرد، این ورق پلاستیکی تا رسیدن به دمای انتقال شیشهای در صورتی که پلیمر از نوع آمورف باشد و در صورتی که نیمه بلوری باشد تا نزدیکی دمای ذوب گرم میشود، البته این فرآیند بیشتر در مورد مواد آمورف بکار گرفته میشود. در نزدیکی دماهای یاد شده مواد پلیمری به حد کافی شکل پذیر هستند و از سوی دیگر استحکام کافی دارند تا قابل شکل دهی باشند. در گروه صنعتی برنز از این فناوری در تولید طاقچه عقب و مدالیون رودری استفاده میگردد.
مشتریان













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}